






这里是标题一h1占位文字

CoArc计算机闭环控制电弧喷涂系统是“新一代”的电弧喷涂系统。与传统电弧喷涂系统相比,可在更低的工作电压下工作(例如喷涂80T不锈钢丝材,喷枪运行电压仅23伏特,而传统电弧喷涂系统如8830或8835等工作电压则需30伏特)。使得喷涂的沉积效率得以提高。当然也降低了涂层的成本。
“新型加强型电源、改良的空气供给系统大大提高了涂层质量”

353ECV电源提供了相对平稳的电位电压安培特性,可在工作中持续控制电路电压的整定值。是专为双走丝电弧喷涂独家开发的特性。通过准确地计算电容、电感及控制板的反应时间,控制喷涂过程对控制系统产生的干扰。新的加强型353ECV电源在尺寸上与353CV标准型的一样,但却利用了先进的控制板将电弧喷涂的工作电压降到最小。通过降低工作电压来减少涂层的氧化水平(提高了颗粒的分布性),沉积效益也相应得以提高(根据不同的喷涂材料而定)。更重要的是,加强型353ECV电源它是以低电压产生比传统的电弧喷涂电源更高的工作效能。这些优点提供了用户最大的加工安全可靠性和灵活性,包括广阔的喷涂应用范围。再加上经过改进的9935 CoArc控制柜空气供应系统,大大地提高了电弧的涂层质量。
下图是两种电源的输出区别。可以看出,353ECV电源与传统电源相比输出要平滑稳定得多。
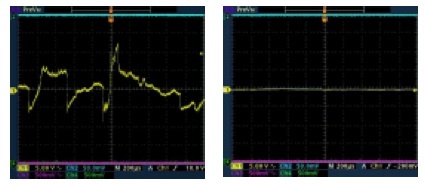
353CV SiAl 22V150A 353ECV SiAl 22V150A
9935电弧喷枪是一款专为 CoArc 电弧控制系统设计的高性能喷枪。
9935是8835 型喷枪的高稳定性与9000型喷枪具备的高气体流量的完美结合。伺服电机驱动拉丝机构。特别设计的空气帽保证更优越的雾化。手持或机装喷涂。可喷涂 1.6 mm, 2.0 mm 丝材。“枪头”压力的监控确保涂层质量的稳定性与一致性。极高的雾化压力(高达38 l/sec)使得更易获得更致密的涂层。
CoArc 控制系统
CoArc控制柜包括一个操作人员使用的触摸屏、一个用于喷涂控制的可编程序控制器和最新的电、气控制单元。电弧喷涂系统的设计融合了原有的技术工艺,例如8830喷枪的气动马达和新一代的9935型喷枪伺服马达控制。
控制柜可以是一个独立的单位或与电源分开放置在远处的位置。CoArc控制柜采用的是模块式设计结构便于安装和将来系统的升级更新,例如增加推丝功能。更重要的是,控制柜的人性化设计,便于日常维护与更新操作,减少生产停机时间。 CoArc控制柜供气系统的设计降低了气流压降,提高了喷枪的空气流量质量,并对在喷枪处对空气压力进行控制。在某些情况下,为了保持原有的生产涂层,它可以是以低气压供给,或者为了生产更致密的涂层,它可以是以高气压,大气流供给。
更可贵的是,CoArc 电弧喷涂系统除可运行9935喷枪外,还可利用系统中的“枪库”管理系统选择运行8830、8835、9000或BP400等电弧喷枪。这使得操作者可依据特定的涂层性能要求来选择运行不同的喷枪。
操作界面
CoArc电弧喷涂系统操作界面(操作屏)采用7英寸(17.8CM)触摸屏。 以符号式、直观图式为编程基础,便于参数的设定与控制,保证每次不变的涂层特性。操作屏与控制柜的遥控距离可高达30米。操作屏直接与最先进的通讯。操作员可直接通过操作屏观察并控制所有的涂层参数以及编制菜单、维护计划。操作人员可以通过操作屏更改程序的显示语言。
如需更详细技术资料及应用信息,请与我们联系:ZGLi@AMStechn.COM
下一页