






这里是标题一h1占位文字
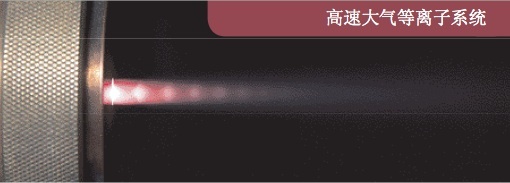
100HE是一把真正意义上的超音速等离子喷枪
热喷涂技术的不断进步,高品质涂层产品的市场需求不断扩大,制造商追求高端涂层的制造技术和装备的兴趣也在不断地提升。在持续不断的发展过程中,创新表面(Progressive Surface) 公司的引起了越来越多的涂层工作者和涂层产品制造商的关注。
 高端涂层的可靠性极高,不但在功能上能满足要求,而且在涂层的使用寿命上有大幅提高。100HE等离子喷涂设备就是这类制造高端涂层的高端装备。100HE是新型的计算机集成的热喷涂(Computer Integrated Thermal Spray –CITS)系统,它大大提高了等离子喷涂的生产率和可控性。
高端涂层的可靠性极高,不但在功能上能满足要求,而且在涂层的使用寿命上有大幅提高。100HE等离子喷涂设备就是这类制造高端涂层的高端装备。100HE是新型的计算机集成的热喷涂(Computer Integrated Thermal Spray –CITS)系统,它大大提高了等离子喷涂的生产率和可控性。
100HE喷枪采用了全新的枪体结构设计,成功地实现了等离子喷枪在高电压、低电流下运行的理想模式,大幅度地提高了易损件的服役寿命,枪上功率高达100 kW,更为重要的是喷枪能生成超音速的等离子焰流,一連串明亮的马赫节和长长的集束喷涂粒子流成为100HE喷枪最显著的标志性特征。由于CITS对系统功率、工作气体(氩、氮、氦、氢)及送粉气体实施了闭环控制,100HE喷枪能在产量很高时仍能喷涂出高质量的涂层。CITS不论是在技术先进性上还是在工艺适应性上均已成为行业中的全球领先者。
 创新的枪体构造—集约式等离子发生器,高电压、低电流、大功率的理想模式
创新的枪体构造—集约式等离子发生器,高电压、低电流、大功率的理想模式
100HE是一把大功率、高热焓、超音速的等离子喷枪,引人注目的是100HE还是目前国际市场上唯一一把能量为100kW的商用高焓等离子喷枪。它采用创新的喷枪结构,成功地实现了人们“加大喷枪功率、降低电弧电流”的科技设想。高电压低电流对等离子喷枪的益处是极为明显的。
主要优点:
- 在相同功率下,电弧电压提高了则电弧电流就可减小。从而可大大减少低压直流电流在输送过程中的压降和功率损失。
- 加大气体的电离度,提高喷枪热焓。由于气体在通过电弧弧柱时更易被电弧电离,而电弧电压越高电弧弧柱就越长,气体与电弧的接触就越多,电离就越充分,从而使等离子焰流的热焓值也大大提高。
- 极高的焰流速度。等离子焰流的高焓值带来焰流的高速度,100HE喷枪是一把超音速等离子喷枪,一連串明亮的马赫节和长长的集束喷涂粒子流成为其最显著的外观特征。
- 超长的零件工作寿命。由于喷枪在高电压下运行,在大功率下喷枪的电流也较小,如枪上功率为90kW时电流仅为380安。作为单阴极喷枪其电流密度甚至能低于多阴极喷枪。所以耗材寿命大为延长。阳极的使用寿命可高达1000小时以上。
高电压小电流电弧等离子体虽然对等离子喷枪极为有利,但是在工程上实现却有极高的难度。
技术优势:
- 由于电弧的电压与电弧的弧柱长度成正比,电弧电流也与弧柱的断面大小成正比。低电压大电流的电弧粗而短,较易稳定,而高电压小电流的电弧则细而长,电弧的生成、自持和控制均不易。
- 为了获得足夠高的电弧电压,喷枪阴、阳极间的距离高达70mm。在这样长的距离间和高速运动的气流中维持一小电流电弧并保持稳定有着较高的难度。
- 用于喷涂的电弧必须是一刚性电弧,因此这一电弧等离子同样亦需经受机械压缩、电磁压缩和冷压缩,以期获得理想的焰流速度。阴、阳极间的电弧通道中气体的流动特性、器壁的冷却状态以及几何尺寸和表面情况的细微变化都会对电弧的稳定产生影响。
- 100HE采用了创新的喷枪结构和精确的电气控制,在高电压低电流等离子喷枪上首先取得了成功。本文就100HE喷枪的结构作一简要介绍。
结构特征:
-
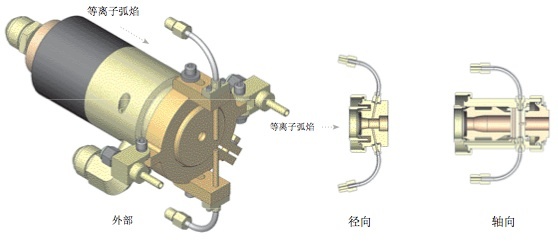
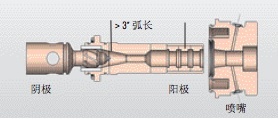 100HE喷枪的枪体内部的结构简图如下。图1. 100HE喷枪结构简图,图中左边为阴极体,中间部分为绝缘体和等离子发生器,右端是喷嘴。
100HE喷枪的枪体内部的结构简图如下。图1. 100HE喷枪结构简图,图中左边为阴极体,中间部分为绝缘体和等离子发生器,右端是喷嘴。 - 组合式气流分配环。阴极体前端伸出部分的端部为钨质阴极头,伸出部分的侧面开有特殊形线的凹槽。当与等离子发生器中的绝缘体上的陶瓷环组合起来后,就形成了一个气流分配环,能使工作气体按设定的方式流动。与其他喷枪专设的气流分配环相比,其对中性好,定位更准确,而且不易损坏。
- 组装精度高。绝缘体和等离子体发生器是同轴安装,精度高。等离子发生器为组合式,其结构独特。它内部由管状电弧压缩器,隔离器(分隔器),钨质3环并列式环状阳极等零件组成。
- 阴/阳极的单一结构。当以上这两部分组合起来后,喷枪内就可形成电弧,并产生电弧等离子焰流用于喷涂。100HE的这种结构适用于所有的工作模式,不必作任何改变。也就是说100HE不象一些传统的喷枪那样具有许多种繁杂的阴/阳极配置,其枪内只有这一种阴/阳极硬件组合,从而简化了喷枪结构,提高了喷枪的工艺适应性。
- 分立式喷嘴。常规的市售等离子喷枪均把阳极和喷嘴合为一体。这种喷嘴/阳极的分立式结构是100HE又一个创新。分立式结构的优点之一是送粉的气流不干扰电弧等离子过程,粉末束流也不对阳极产生冲刷。而且独立后的喷嘴可以适应更多的粉末注入方式。
-
多种送粉方式。有不同孔径的枪外送粉喷嘴,有枪内径向送粉喷嘴及枪内轴向送粉喷嘴等多种送粉模式组合,能适应各种不同的需要。
100HE采用传统的单一阳极和单一阴极结构,喷枪的结构清晰、简洁,使维护和保养较为容易。枪内设置了有专利技术的集约式等离子发生器,采用了特有的长电弧稳定技术,在真正意义上实现了高电压、低电流的等离子喷枪。等离子喷枪的高电压、长电弧技术是电弧等离子技术的重大突破。
卓越的技术性能:超长的电弧,大比例的双原子气体,高速、高焓的等离子焰流
高电压低电流电弧等离子的成功实施,大大提高了等离子喷枪的技术性能。超长直流电弧使得大比例双原子气体的应用成为可能,从而大大提高了等离子焰流的能量等级。100HE的超长电弧和大比例双原子气体的应用,使其成为高热焓,超音速的等离子喷枪。100HE喷枪的主要特点介绍如下。
枪上功率大
- 由于在喷枪上成功地实施了高电压低电流技术,因而在小电流(低于400安)下亦可获得很大的枪上功率,最大功率可达100kW。这就有利于喷涂难熔材料和提高喷涂生产率,特别适用于大型辊类工件的喷涂生产。
- 典型的100HE的工艺参数见表1。
|
等离子喷枪:
|
100HE
|
|
喷涂系统:
|
CITS, 闭环控制
|
|
喷嘴:
|
841121
|
|
等离子气体:
|
氩气+氮气+氢气
|
|
等离子气体流量:
|
氩气 100~180 scfh
|
|
|
氮气 80~120 scfh
|
|
|
氢气 60 ~90 scfh
|
|
喷枪电流:
|
380 安
|
|
喷枪电压:
|
237 伏
|
|
喷枪功率:
|
90 kW
|
|
喷涂距离:
|
4.5″
|
|
送粉方式:
|
枪内
|
|
涂层材料:
|
氧化铬,Praxair214
|
|
送粉速率:
|
100 g/min
|
|
粒子温度:
|
2550 0C
|
|
沉积效率:
|
65 %
|
|
涂层硬度:
|
平均1350
|
|
孔隙率:
|
平均1.76%
|
等离子喷枪的高热焓
等离子焰流的高速度
100HE等离子喷枪的大功率和高热焓,使喷枪焰流获得高速度。选择恰当的喷嘴组合,喷枪可以得到超音速焰流,此时在喷枪出口的焰流中可清晰地看到有多个明亮的马赫节存在,有时可多达7个,这是超音速火焰才具有的特征。焰流的高速度导致了粒子的高速度,粒子的高速度才有可能生成低应力乃至压应力等离子涂层。100 HE的粒子速度可与某些HVOF设备产生的粒子速度相近,但100HE的喷涂速率(生产能力)和沉积效率却要高出这些HVOF设备2至3倍,这是因为等离子焰流的焓值高,温度也高。
工作状态非常平稳
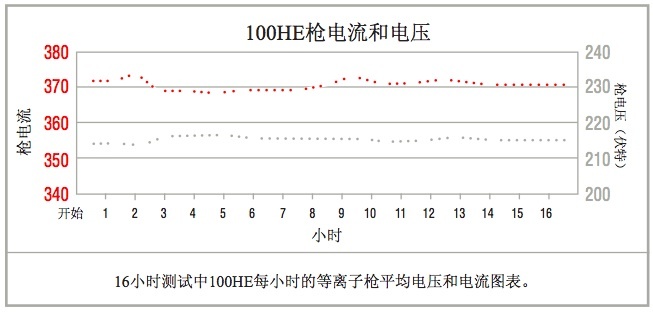
图2:16小时内100HE喷枪的电压和电流变化情况
100HE系统的气体流量采用质量流量控制,因而各种气体的流量同样极其稳定,参见表2。
|
参数
|
设定值
|
平均值
|
标准偏差
|
|
氩Ar/SCFH
|
240
|
240
|
0.01
|
|
氮N2/SCFH
|
100
|
100
|
0.01
|
|
氢H2/SCFH
|
60
|
60.7
|
0.110
|
|
易损件
|
使用寿命
|
|
阳极
|
1000小时
|
|
阴极
|
200小时
|
|
电弧压缩器
|
200-400小时
|
|
喷嘴
|
1000小时
|
宽阔的工艺窗口,优越的工艺适应性,无与伦比的涂层性能
高电压、低电流喷枪的固有特性是工作范围大,工艺参数可以在很大的范围内变化调节。这是因为长电弧具有高的电压,只要维持电弧的最小电流足夠小,则变化范围就有足夠大。再加上工作气体种类又多,流量调节范围大,又有多种送粉方式,因而100HE就具有了极其宽阔的工艺窗口。表4是100HE喷枪的气体流量的应用范围,表5是100HE喷枪电参数及功率的变动范围。
|
气体种类
|
SCFH(立方英尺/小时)
|
SLPM(升/分)
|
|
Ar
|
180~400
|
85~188
|
|
N2
|
90~120
|
42~56
|
|
H2
|
50~150
|
24~70
|
|
喷枪电压/V
|
220~275
|
|
喷枪电流/A
|
375~600
|
|
枪上功率/kW
|
20~100
|
金属涂层
- 涂层结合强度大于8000psi, 气孔率小于1.5%;
- 送粉率高达100g/min;
- 喷涂材料的沉积效率高于90%;
- 生产能力相当于2台常规的HVOF装置;
- 低应力或压应力涂层,涂层的可靠性高。
碳化钨涂层喷涂
- 气体及流量:氩气142 L/min,氮气56.6L/min,氢气23.6 L/min;
- 喷枪功率:90kW;
- 送粉速率:80g/min。
可以获得的结果是:
- 粒子速度可达到430~527m/s,粒子温度为1882~2100℃,涂层沉积效率高达81%,是普通HVOF设备的2倍多。
- 涂层平均气孔率0.58%,平均显微硬度为1141Hv0.3。涂层显微结构见图2。
图2:100HE喷涂的WC-12Co涂层的金相照片(200×)。
氧化锆陶瓷热障涂层(TBC)
- 气体及流量:氩气85L/min,氮气56.6L/min,氢气66 L/min;
- 喷枪功率:95kW;
- 送粉速率:80g/min。
- 气体及流量:氩气85L/min,氮气56.6L/min,氢气56.6 L/min;
- 喷枪功率:95kW;
- 送粉速率:50g/min。
陶瓷网纹辊的氧化铬涂层:
- 涂层应致密、结合好,并可进行精抛和激光雕刻。
- 涂层应有极好的一致性和化学纯度,以确保抛光表面的高质量,确保雕刻微孔成形良好且尺寸一致。
- 涂层还应足夠强度和韧性,使其在雕刻中不会发生开裂和破碎。
- 设备能长时间稳定地工作,而且量产能力(生产能力和沉积效率)强。辊子一旦开始喷涂,一般要求在喷涂过程中不能中途停顿,尤其是大型辊子的生产。
- 激光雕刻要求涂层的一致性要好,因此涂层中的任何金属夹杂物都会严重地影响雕刻质量。应避免阳极喷嘴的烧损的铜沫和阴极的钨微粒在涂层中的沉积。
- 0.45″的喷嘴,
- 气体及流量:氩气85L/min,氮气47L/min,氢气47 L/min;
- 喷枪功率:95kW;
- 送粉速率:100g/min。
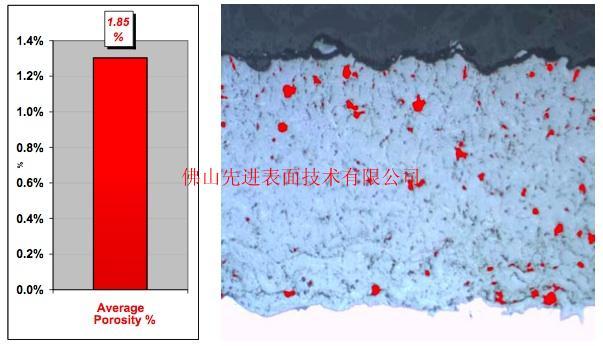
图3:100HE喷涂的Cr2O3涂层的显微结构图片。
- 100HE以其创新的枪体构造获得了卓越的技术性能,100HE的等离子喷枪采用超长的等离子体电弧和大比例的双原子气体,喷枪能生成高速、高焓的等离子焰流,枪上功率大,粒子速度高。CITS系统超强的控制功能使系统可长时间稳定地工作。100HE喷涂系统特别适合于工厂进行大型工件的工业化生产。
- 100HE采用先进的高电压、低电流运行模式,大大减轻了喷嘴/阴极的烧损,从而使易损件寿命得以大幅度的得高。
- 100HE创新的喷枪结构,超强的CITS控制功能,多变的送粉方式,使喷涂系统具备了超宽的工艺窗口,从而使100HE具有了超乎寻常的优越的工艺适应性,可以对每一种喷涂材料寻找出最适合的工艺配置。因而,100HE又特别适合于科研部门和大专院校的研究、开发活动,用来开发热喷涂新材料,研究各种材料的等离子喷涂新工艺,以及各种参数下涂层结合的新机理和涂层材料发生的新变化。
上一页