






这里是标题一h1占位文字
等离子喷涂过程的“净能量”控制
 许多复杂的热喷涂涂层要求等离子的工艺过程可以更精确地加以控制。由于等离子喷涂的动态特性,而且过程控制的验证和状态诊断的要求又极为严酷,因此控制系统必须进行强大的系统设计和极其精准的计算机闭环控制。普莱克斯表面技术公司的7700型和 GTS型等离子喷涂控制系统所具有的“净能量”控制,通过其先进的技术获得独一无二的等离子体稳定性。
许多复杂的热喷涂涂层要求等离子的工艺过程可以更精确地加以控制。由于等离子喷涂的动态特性,而且过程控制的验证和状态诊断的要求又极为严酷,因此控制系统必须进行强大的系统设计和极其精准的计算机闭环控制。普莱克斯表面技术公司的7700型和 GTS型等离子喷涂控制系统所具有的“净能量”控制,通过其先进的技术获得独一无二的等离子体稳定性。
什么是“净能量”
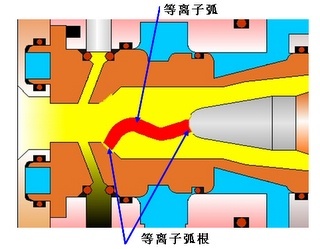
“净能量”是等离子焰流中的能量值,它给注入到焰流中的喷涂材料传输热能。加热等离子气体的直流电弧在阳极上以极高的频率(15000cps)波动和振荡,因而产生极高的噪音。由于材料表面的烧损、粗糙化、不停的氧化以及它们金属学成分的改变,在阴极和阳极电弧终止点(即弧根点,见右图)和弧根点表面的状态是变化的。这些变化会影响电压、电流和(喷枪上的)那些零件的热损失。这种状况又会引起电弧的变化。在恒定功率输入条件下(即系统功率或喷枪输入功率),电弧的变化会使等离子焰流中的能量会随时间而改变。简言之,等离子能量(等离子弧焰的形态和温度)越是稳定且保持不变,颗粒的加热也更好且更有再现性,对等离子涂层性能也是如此。
“控制等离子的净能量能减少喷涂时涂层性能的可变性,净能量控制使我们能够快速、精确地控制以往无法控制的等离子弧波动”
什么是净能量控制?
“净能量”控制是检测等离子过程的硬件的物理状态的变化,并通过调节直流(DC)功率(系统功率或喷枪输入功率)的输入来保持生成的等离子能量不变(即净能量或喷枪输出功率),这样就使粉末的受热条件保持不变。也就是说,系统功率(喷枪输入功率)的闭环控制并不能保证等离子焰流的稳定。通过控制等离子焰流中的实际能量(净能量)并进行“实时”调节,来保持期望的恒定的能量输出。也就是说,净能量(喷枪输出功率)的闭环控制才能保证等离子焰流的稳定。带有净能量控制的7700和GTS系统可以生产出高一致性、高稳定性的高质量等离子涂层。
净能量控制的重要性
通过控制加热粉末的能量,净能量控制能保持每一次运行的工艺过程的再现性,即使标准喷枪的零件改变了或烧损了或者电缆老化了,也能做到。“净能量”的控制可使系统对等离子喷枪的效率进行实时监测和显示。这一具有实用价值的参数可使控制系统对等离子工艺过程的硬件状态做出反应,调节并维持目标等离子体,在运行参数超出预置限定值时,或零件失效或需要维护时,提醒操作者。
有了正确的能量值对涂层质量和涂层成本这二者都非常有利。下面列出了净能量控制带来的一些益处:
- 能量使用的最优化——沉积效率的最大化即是优化能量使用的结果。
- 降低材料使用,减少废料产生——若焰流能量发生变化,平均的沉积效率也会低于预计值,从而要使用更多的材料,由此产生的必须去处理的废料也增加了。
- 易耗配件的使用降低——喷枪效率的监控会使喷枪零件的使用条件最为适宜,且零件的使用时间得到延长。
- 产品质量更好——若只是简单地监控各个单独的参数,那些只有用金相实验室工作才能发现的涂层质量变化,还是会发生的(见下图)。从图中可以看出,工艺参数只有非常小的变化,而涂层中的变化却很能大。参数上不能发现,但可以从“净能量”和喷枪效率的差异上看出这些不同。
- 减少返工 / 降低成本 / 增加产量——更好、更稳定的涂层质量再现性降低了返工数量。低返工率与高沉积效率相结合,提高了工件的周转量,这样就降低了成本,解放了喷涂单元的能力,若有需要就能提高产量。
“净能量”控制等离子喷涂
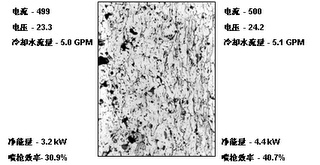 右图是进行喷涂工艺试验时,等离子喷涂金属涂层的金相照片。发生变化的参数只有电压、电流和冷却水流量,其余不变。右侧涂层的枪上功率是12.22 kW;左侧涂层的枪上功率为11.63 kW。喷枪功率虽然仅下降了4.8%,但涂层质量却发生了很大的改变,这令许多涂层工作者都会感到困惑,因为,若从独立的工艺参数上去分析就很难解释清楚。
右图是进行喷涂工艺试验时,等离子喷涂金属涂层的金相照片。发生变化的参数只有电压、电流和冷却水流量,其余不变。右侧涂层的枪上功率是12.22 kW;左侧涂层的枪上功率为11.63 kW。喷枪功率虽然仅下降了4.8%,但涂层质量却发生了很大的改变,这令许多涂层工作者都会感到困惑,因为,若从独立的工艺参数上去分析就很难解释清楚。如果有“净能量”控制功能,那就较易辨别和解释。因为右侧涂层喷涂时的喷枪净能量为4.4KW,喷枪效率为 40.7%;而左侧涂层的净能量为3.2KW,喷枪效率为30.9%。二者相比,净能量降低了27.3%,喷枪效率下降了24.1%。如此巨大的差异当然会引起涂层质量的变化。
由于等离子喷枪采用的是电弧等离子热源。喷枪工作时,枪内的阴极和喷嘴阳极间将生成非转移电弧,工作气体流经此电弧时就被加热或被电离,形成了等离子焰流,从而也获得了加热粉末的热量和加速颗粒的速度。由于阴、阳极弧根点上材料表面的烧损、蒸发和氧化,其金属表面的化学成分也在不停变化。阴、阳极弧根点表面状态的变化不仅要从电弧中汲取能量,同时还会影响电压、电流和喷上零件的热损失。同时,工作气体流经电弧时的流体力学特性及二者的互相作用,也会引起电弧的变化。在恒定功率输入条件下,电弧的变化使等离子焰流中的能量会随时间而改变。
因此,在进行大批量工件喷涂生产时,要保证涂层质量的一致性和再现性,净能量控制能起到关键作用。同样,若喷涂一个大工件,且耗时长,如采用净能量控制就能确保涂层质量始终如一,而用不担心喷枪状态的细小变化对涂层产生影响。
净能量控制系统的价值是什么?
一套净能量控制系统的价值取决于现有的工作,应用和正在做的涂层工作量。要证明其真正的价值,就要将现在的成本与带有净能量控制系统的成本进行比较。进行这种实际运行的比较可能是一个费用较高的计划,因而拟订的一个商业模式,对比两个给定的方案。下面的二个表中列出了某些数值的变化情况。
|
表1.氧化铬涂层的生产
|
|||||
|
改进
|
节省开支 (产量不变)
|
改善效果/%
|
带来销售增长(若单价为 $1.50/in2)
|
增长
/%
|
|
|
项 目
|
改善情况
|
||||
|
返 工
|
10 to 8%
|
$1,747
|
2
|
$23,226
|
2
|
|
沉积效率
|
45 to 47%
|
$3,476
|
3
|
$46,452
|
4
|
|
喷涂速率
|
4 to 5 lb/hr
|
$2,828
|
2
|
$156,774
|
15
|
|
工件成本
|
$5.25 to $3.94/hr
|
$1,313
|
1
|
-
|
|
|
涂层厚度
|
0.012 to 0.011 in.
|
$6,698
|
6
|
$95,015
|
9
|
|
生产能力
|
50 to 55%
|
|
|
$104,516
|
10
|
|
|
|
|
|
|
|
|
总 体
|
|
$16,039
|
14
|
$605,988
|
60
|
|
表2.碳化钨涂层喷涂(Mach I)
|
|||||
|
改进
|
节省开支 (产量不变)
|
改善效果/%
|
带来销售增长
(若单价为 $1.50/in2)
|
增长%
|
|
|
项目
|
改善情况
|
||||
|
返工
|
10 to 8%
|
$2,310
|
2
|
$7,720
|
2
|
|
沉积效率
|
65 to 67%
|
$3,214
|
2
|
$10,689
|
17
|
|
喷涂速率
|
3.0 to 3.5 lb/hr
|
$3,059
|
2
|
$57,900
|
17
|
|
工件成本
|
$5.25 to $3.94/hr
|
$1,310
|
1
|
-
|
|
|
厚度
|
0.012 to 0.011 in.
|
$8,854
|
6
|
$31,382
|
9
|
|
生产能力
|
50 to 55%
|
|
|
$34,740
|
10
|
|
总体
|
|
$17,491
|
12
|
$165,064
|
48
|
附注:每个表中的数字代表了一个喷涂单位一年的产出,单班作业,50%的利用率。该对比商业模式使用的是标准的喷涂工艺参数,典型的材料、气体和能源价格得出的上表中的数值。增长的效率可以看作节省的成本也可以看成是提高的产量,两方案都做了计算。表中的沉积效率是“真实的”沉积效率。
- 由于增加了对涂层的控制,后处理的成本会降低。
- 每个工件均留有工艺数据(有记录保留)
如何作业才能从使用“净能量”控制系统中获益?
- 采用自动化进行大批量生产,以获得有竞争力成本
- 单个工件的喷涂时间较长,期间存有变化的可能性
- 大量不同的工件(或涂层)要求尽快进行工艺设计和施工
- 生产的涂层要求精确地达到某些特性
- 涂层订单有较好利润
- 需要扩大的生产能力
- 要求各生产单元之间有相同的可再现性
普莱克斯表面技术公司的 7700 型及 GTS 型 等离子喷涂控制系统都具备“净能量”闭环控制功能。可以由操作者键入最佳参数,由控制台完成工艺调整,比传统的等离子系统调节得更快更精确。这些系统能与绝大部分的市售等离子喷枪匹配使用,但特别适合于SG100喷枪。
7700型净能量计算机闭环控制等离子喷涂系统
7700型通用等离子控制器是现今市场上最先进的等离子喷涂工艺控制器之一。7700的特点是气体采用闭环控制的质量流量控制(MFC),PC机控制触摸屏操作界面终端(OIT)功能强大,PLC的过程控制又极其稳定可靠,两者结合组成了强大的PC/PLC控制系统。
气体采用质量流量控制,精度高,气体流量的再现性好,而且对气源的供气压力相对的不敏感。
GTS 型净能量计算机闭环控制热喷涂集成系统
GTS是一种先进的多重工艺控制技术,它具有最好的效率和控制及各种功能。GTS采用PC/PLC控制,用点击或触摸屏进行操作,直观的屏幕使极为复杂的作业变成了简单的操作。
如需更详细技术资料及应用信息,请与我们联系:ZGLi@AMStechn.COM
上一页
下一页
上一页
下一页