






热喷涂技术
产品介绍:9935型电弧喷枪
分类:
作者:
发布时间:
2007-04-29 00:00
摘要:普莱克斯·大发公司的9935喷枪是CoArcR电弧喷涂系统中的关键装备,该枪集中体现了近年来在电弧喷涂领域里取得的最新技术成果。本文从设计角度介绍了二次雾化系统的创新设计;阐述了喷枪内压缩空气的闭环控制机理。
电弧喷枪是电弧喷涂系统的核心装备,喷枪的性能直接影响涂层的性能和质量。因而,研发新型的高性能电弧喷枪是世界各大热喷涂厂商关注重点。
普莱克斯表面技术公司旗下的大发(TAFA)公司,开发出了一种新型的先进的直流伺服马达驱动的9935喷枪。此枪是专为其先进的CoArcR门喷涂系统配套而开发的,也是为精确喷涂和大负载而开发的电弧喷枪,重约9磅,可手持也可机夹,其最大电流可达350安培。该枪的设计吸收了8830/8835中可靠的送丝技术,采用了9000喷枪的大空气流量的特性。最新设计改进的喷嘴总成具有超级ArcJet的功能,使丝材的熔化和雾化更佳。9935喷枪集中体现了普莱克斯·大发公司在电弧喷涂上的三十多年来的研发能力和技术积淀。可以毫不跨张地说,9935喷枪中高技术含量是目前还没有可与之相比的产品。9935喷枪中的高技术元素主要体现在以下几个方面。
一、创新的二次雾化系统设计,集成式的超级ArcJet
自20世纪90年代起,现代电弧喷枪的雾化系统一般均采用二次雾化方式。所谓的“二次”雾化是指枪内有两股气流对丝材熔滴进行雾化。其中一股为轴向两条独立的气路分别作一次雾化和二次雾化气流,从而取消了繁杂的外部管线,在枪头形成了一个集成式的超级ArcJetR。的主气流,另一股是环形的侧向气流。在此两股气流的共同作用下喷枪的雾化效果能获得较大的提高。二次雾化的原理见下图。
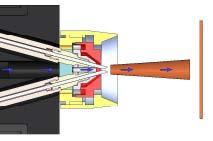
电弧喷枪的二次雾化示意图
二次雾化又分为一进二出式和二进二出式。前者是将一路进入枪体的压缩空气分解为轴向和环形侧向两股。二进二出式则有二路各自独立的气体进入枪体,一路通过高速喷嘴直接由轴向对熔融区雾化,另一路进气体则通过二次雾化喷嘴形成侧向(环状锥形)气流,对熔滴进行二次雾化。二进二出式可根据需要分别调整一次雾化气流和二次雾化气流的压力或流量,来获得理想的雾化效果。显然,二进二出式要更加优越,其涂层更细密,结合强度更高,质量更优。9935喷枪是二进二出式二次雾化式喷枪。
众所周知,普莱克斯·大发公司是最早从事电弧喷枪二次雾化研发的,并首先取得应用成果,其ArcJetR型电弧射流组件就是二次雾化组件。它可安装在一次式雾化的喷枪前端,形成二进二出式的二次雾化喷枪。著名的8835喷枪也是一把装备的了ArcJetR电弧射流组件的喷枪。
9935喷枪在8835的基础上又进行了设计优化,直接在喷枪上设置了两条独立的气路分别作一次雾化和二次雾化气流,从而取消了繁杂的外部管线,在枪头形成了一个集成式的超级ArcJet。
9935喷枪的可获得超细的雾化,能控制雾化粒子的粒度分布。9935喷枪还配有多种喷嘴结构组件,能生成多种不同的喷涂束流形状。与气流控制结合起来,就既可得到高速密集的极细束流,又能获得超宽喷幅的束流。使不同金属材料的涂层质量都能优化,都能得到最恰当的特性。
二、监测枪头压缩空气压力,闭环控制枪内气流
普莱克斯·大发公司的新一代CoArc电弧喷涂系统在喷涂工艺上实现了数项新突破。其中最主要的一项是可以自动地闭环控制9935喷枪端部的压缩空气的压力。
9935喷枪设计时在枪头是设有压缩空气压力检测部件,并能在枪上将压力信号直接转化为电信号,并将其反馈到CoArc控制台。这一功能使操作者有了一个在喷涂过程中监测喷枪压缩空气工作性能的工具。
我们知道枪内压缩空气的性能取决于压缩空气的压力、流量、喷嘴组件的几何形状和结构等多个参数。如果枪内压缩空气的流动是一个等熵过程,那么这些参数的共同作用决定了枪内空气的流体动力学特征。但是,压缩空气进入喷枪后要通过喷枪的电弧区。由于电弧的放电将产生大量的热能,这会使部分气体发生电离而放热。气体的受热后将产生急剧的体积膨胀,在枪内生成高压和高温区,气体的热力学性能也随之发生变化,部分空气的焓值增加,等熵过程被破坏。由此可见,压缩空气在枪内的流动是一个较复杂的过程。只有抓住了能控制压缩空气流动的关键参数,才能解决闭环控制的难点。
普莱克斯·大发公司对此开展了大量深入的研究,并根据在JP-5000和JP8000上所取得的经验,确定“枪头”压力直接影响电弧焰流的喷射速度,从而最终将“枪头”压力设为唯一有效的关键参数。将喷枪端部压力的监测与电源电流(喷涂速率)的自动控制相结合,真正实施了对电弧喷涂工艺的闭环控制。
为了直接控制枪上电弧电压,喷枪上还设有枪上电压测量线路,使CoArc控制系统能直接控制枪上的电弧电压,而不必考虑动力电缆的长度。
三、直流伺服电机驱动,精确的推拉式送丝
9935枪上配置的是一个可靠、精确的直流伺服马达,由CoArc型控制台上伺服电机驱动电源用来驱动马达。枪上安装了在8830/8835喷枪上已验证的可靠的驱动装置,其中的齿轮减速器将驱动电机的输出转速降低至送丝轮的转速范围内,使Φ1.6mm的丝材能在电源允许的电流范围内喷涂。丝材的进给速度能从0到1079m/hr (3540ft/hr)可调,并被闭环控制。采用直流伺服马达驱动的优点为:
- 喷涂速率精确控制;
- 具有闭环控制功能,能与推丝机构联动;
- 对于绝大部分丝材能获得稳定的低喷涂速率,这一功能使它能比当今这一代喷枪得到更为精确的控制。
9935喷枪象普莱克斯·大发公司设计制造的其他电弧喷枪一样,其丝材在通过送丝轮时会在丝材的上、下两面上生成锯齿状压痕。当丝材通过导电嘴时实际的电接触(擦碰导电嘴壁)是发生在与锯齿状压痕成90度角处的。与其他公司的喷枪相比,这种设计能大大减轻导电嘴的磨损,维持更稳定的电弧电压。
9935喷枪配备直流伺服电机的一个重要原因是与CoArc控制台上推式送丝机构实现同步送丝。从而实现超远距离(15.2米)的推/拉式送丝。
推-拉式丝材输送必须确保推与拉的速度完全相同。看似简单实则难度很大。首先,因为丝材是经拉拔加工而成的,并经过一定的表面处理,因而其表面状况不尽相同,再加上表面粘着的油污和灰尘等,这些均会影响丝材获得的前进力矩及其受到阻力的大小。其次,即使丝材获得的前进力矩相同,但它们在导丝管中移动的状态是不同的,而且是不停变化的。因此选用直流伺服电机作为枪上的拉式送丝电机,在推/拉式送丝时,以能被精确控制的伺服电机为主导,推式送丝机构提供则助推力矩,从而实现了同步送丝。
9935喷枪集中体现了普莱克斯·大发公司30多年来在电弧喷涂上的经验, 9935喷枪也集中体现了电弧喷涂技术上的最新科技成果。它具有精确的喷涂速率和超大的喷涂负载。
9935喷枪在设计上创新,在枪内设置两条独立的气路分别作一次雾化和二次雾化气流,形成了独创的二进二出式二次雾化结构,在枪头形成了一个集成式的超级ArcJetR。9935喷枪在技术上先进,确立了监测“枪头”压缩空气压力的控制模式,首次对电弧喷涂实施了喷涂工艺的闭环控制;9935喷枪注重实用性和可靠性,选用了在8830及8835喷枪已验证的送丝技术,结合了9000型喷枪大空气流量的优点,全面地保证了设备的可靠性和实用性。