






热喷涂技术
产品介绍:100HE型高焓高速等离子喷涂系统
分类:
作者:
发布时间:
2008-03-03 00:00
客户公司对我司提供的100HE计算机闭环控制等离子喷涂系统进行现场喷涂沉积效率测试,具体测试结果如下:
送粉量 :100克/分
喷涂功率:92千瓦
喷涂粉末:CRO-179氧化铬粉末
沉积效率:58.8%
涂层显微硬度:HV1350
涂层孔隙率:2.5%
高心海,教授级高级工程师,先进机械设备有限公司涂层技术总监
摘要:本文系统地介绍了100HE等离子喷涂系统的技术特点。100HE等离子喷枪采用了全新的枪体构造,选择了高电压、低电流的工作模式。由于使用大比例的双原子气体作工作气体,喷枪具有高速、高焓和大功率特征。因而100HE系统不但具有宽阔的工艺窗口,而且还有极好的量产能力,在规模化生产高质量的金属、陶瓷和金属陶瓷涂层时,具有无可超越的优势。

100HE 是一把真正意义上的超音速等离子喷枪
热喷涂技术的不断进步,高品质涂层产品的市场需求不断扩大,制造商追求高端涂层的制造技术和装备的兴趣也在不断地提升。在持续不断的发展过程中,Progressive Technologies 公司的引起了越来越多的涂层工作者和涂层产品制造商的关注。
主要优点:
2、加大气体的电离度,提高喷枪热焓。由于气体在通过电弧弧柱时更易被电弧电离,而电弧电压越高电弧弧柱就越长,气体与电弧的接触就越多,电离就越充分,从而使等离子焰流的热焓值也大大提高。
3、极高的焰流速度。等离子焰流的高焓值带来焰流的高速度,100HE喷枪是一把超音速等离子喷枪,一連串明亮的马赫节和长长的集束喷涂粒子流成为其最显著的外观特征。
4、超长的零件工作寿命。由于喷枪在高电压下运行,在大功率下喷枪的电流也较小,如枪上功率为90kW时电流仅为380安。作为单阴极喷枪其电流密度甚至能低于多阴极喷枪。所以耗材寿命大为延长。阳极的使用寿命可高达1000小时以上。
高电压小电流电弧等离子体虽然对等离子喷枪极为有利,但是在工程上实现却有极高的难度。
2、为了获得足夠高的电弧电压,喷枪阴、阳极间的距离高达70mm。在这样长的距离间和高速运动的气流中维持一小电流电弧并保持稳定有着较高的难度。
3、用于喷涂的电弧必须是一刚性电弧,因此这一电弧等离子同样亦需经受机械压缩、电磁压缩和冷压缩,以期获得理想的焰流速度。阴、阳极间的电弧通道中气体的流动特性、器壁的冷却状态以及几何尺寸和表面情况的细微变化都会对电弧的稳定产生影响。
结构特征:
1、100HE喷枪的枪体内部的结构简图如下。

图1. 100HE喷枪结构简图
图中左边为阴极体,中间部分为绝缘体和等离子发生器,右端是喷嘴。
2、组合式气流分配环。阴极体前端伸出部分的端部为钨质阴极头,伸出部分的侧面开有特殊形线的凹槽。当与等离子发生器中的绝缘体上的陶瓷环组合起来后,就形成了一个气流分配环,能使工作气体按设定的方式流动。与其他喷枪专设的气流分配环相比,其对中性好,定位更准确,而且不易损坏。
3、组装精度高。绝缘体和等离子体发生器是同轴安装,精度高。等离子发生器为组合式,其结构独特。它内部由管状电弧压缩器,隔离器(分隔器),钨质3环并列式环状阳极等零件组成。
4、阴/阳极的单一结构。当以上这两部分组合起来后,喷枪内就可形成电弧,并产生电弧等离子焰流用于喷涂。100HE的这种结构适用于所有的工作模式,不必作任何改变。也就是说100HE不象一些传统的喷枪那样具有许多种繁杂的阴/阳极配置,其枪内只有这一种阴/阳极硬件组合,从而简化了喷枪结构,提高了喷枪的工艺适应性。
5、分立式喷嘴。常规的市售等离子喷枪均把阳极和喷嘴合为一体。这种喷嘴/阳极的分立式结构是100HE又一个创新。分立式结构的优点之一是送粉的气流不干扰电弧等离子过程,粉末束流也不对阳极产生冲刷。而且独立后的喷嘴可以适应更多的粉末注入方式。
6、多种送粉方式。有不同孔径的枪外送粉喷嘴,有枪内径向送粉喷嘴及枪内轴向送粉喷嘴等多种送粉模式组合,能适应各种不同的需要。
卓越的技术性能:超长的电弧,大比例的双原子气体,高速、高焓的等离子焰流
1、 由于在喷枪上成功地实施了高电压低电流技术,因而在小电流(低于400安)下亦可获得很大的枪上功率,最大功率可达100kW。这就有利于喷涂难熔材料和提高喷涂生产率,特别适用于大型辊类工件的喷涂生产。
2、 典型的100HE的工艺参数见表1。
|
等离子喷枪:
|
100HE
|
|
喷涂系统:
|
CITS, Closed Loop
|
|
喷嘴:
|
841121
|
|
等离子气体:
|
氩气+氮气+氢气
|
|
等离子气体流量:
|
氩气 100~180 scfh
|
|
|
氮气 80~120 scfh
|
|
|
氢气 60 ~90 scfh
|
|
喷枪电流:
|
380 安
|
|
喷枪电压:
|
237 伏
|
|
喷枪功率:
|
90 kW
|
|
喷涂距离:
|
4.5″
|
|
送粉方式:
|
枪内
|
|
涂层材料:
|
氧化铬,Praxair214
|
|
送粉速率:
|
100 g/min
|
|
粒子温度:
|
2550 0C
|
|
沉积效率:
|
65 %
|
|
涂层硬度:
|
平均1350
|
|
孔隙率:
|
平均1.76%
|
喷枪可使用氩-氮-氦及氩-氮-氢做工作气体。 由于突破了长电弧稳定技术,100HE在工作中能使用高比率的双原子气体,工作气体中双原子气体的比例可高达60%以上。1个双原子气体分子在电弧作用下首先会离解成2个原子,因而双原子气体电离后不但含有原子电离后的电离能,还含有大量的分子离解后的离解能。因此大比例双原子气体生成的等离子焰流带有很高的热焓和巨大的能量。在喷涂高熔点材料时不但沉积效率高,而且生产能力强。
等离子焰流的高速度
100HE等离子喷枪的大功率和高热焓,使喷枪焰流获得高速度。选择恰当的喷嘴组合,喷枪可以得到超音速焰流,此时在喷枪出口的焰流中可清晰地看到有多个明亮的马赫节存在,有时可多达7个,这是超音速火焰才具有的特征。焰流的高速度导致了粒子的高速度,粒子的高速度才有可能生成低应力乃至压应力等离子涂层。100 HE的粒子速度可与某些HVOF设备产生的粒子速度相近,但100HE的喷涂速率(生产能力)和沉积效率却要高出这些HVOF设备2至3倍,这是因为等离子焰流的焓值高,温度也高。
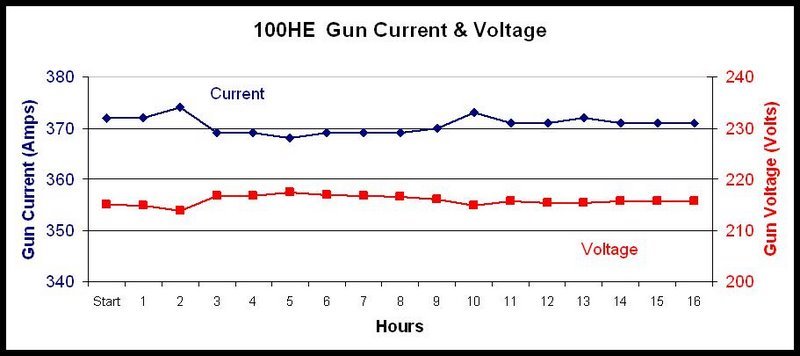
工作状态非常平稳
100HE等离子系统采用Progressive Technologies公司独创的CITS闭环控制系统,等离子喷枪的工作状态极其平稳。
喷枪的电压和电流的极其稳定。图2是100HE等离子喷枪工作16小时内的实测值。
|
参数
|
设定值
|
平均值
|
标准偏差
|
|
氩Ar/SCFH
|
240
|
240
|
0.01
|
|
氮N2/SCFH
|
100
|
100
|
0.01
|
|
氢H2/SCFH
|
60
|
60.7
|
0.110
|
|
易损件
|
使用寿命
|
|
阳极
|
1000小时
|
|
阴极
|
200小时
|
|
电弧压缩器
|
200-400小时
|
|
喷嘴
|
1000小时
|
|
气体种类
|
SCFH(立方英尺/小时)
|
SLPM(升/分)
|
|
Ar
|
180~400
|
85~188
|
|
N2
|
90~120
|
42~56
|
|
H2
|
50~150
|
24~70
|
|
喷枪电压/V
|
220~275
|
|
喷枪电流/A
|
375~600
|
|
枪上功率/kW
|
20~100
|
* 涂层结合强度大于8000psi, 气孔率小于1.5%;
* 送粉率高达100g/min;
* 喷涂材料的沉积效率高于90%;
* 生产能力相当于2台常规的HVOF装置;
* 低应力或压应力涂层,涂层的可靠性高。
可以看出,涂层的结合强度、气孔率等技术指标均符合要求,而且沉积效率高达90%,完全能满足高标准涂层量产的各种要求。
碳化钨涂层喷涂
* 喷枪功率:90kW;
* 送粉速率:80g/min。
可以获得的结果是:
* 涂层平均气孔率0.58%,平均显微硬度为1141Hv0.3。涂层显微结构见图2。

图2:100HE喷涂的WC-12Co涂层的金相照片(200×)。
可以看出碳化钨涂层的致密度、硬度等指标与HVOF涂层相当,而沉积效率高达81%,显示了100HE系统独特的优点。
氧化锆陶瓷热障涂层在航空发动机中有着极为广泛的应用。氧化锆陶瓷材料熔点高、导热率低,喷涂难度较高,另外,TBC涂层在航空发动机中的有多个应用部位,各自的技术要求也不同。有的部位要求气孔率稍高一点,有的位置要求涂层致密,有的更是要求氧化锆涂层中含有定量且均布的纵向微裂纹,以增加陶瓷涂层的韧性。由于100 HE系统具有宽阔的工艺窗口,因而可根据TBC陶瓷热障涂层的实际技术要求,喷涂出满足要求的陶瓷涂层。
* 喷枪功率:95kW;
* 送粉速率:80g/min。
可以获得气孔率为10%的TBC涂层,涂层的沉积效率可达70%。
* 气体及流量:氩气85L/min,氮气56.6L/min,氢气56.6 L/min;
* 喷枪功率:95kW;
* 送粉速率:50g/min。
*涂层应有极好的一致性和化学纯度,以确保抛光表面的高质量,确保雕刻微孔成形良好且尺寸一致。
*涂层还应足夠强度和韧性,使其在雕刻中不会发生开裂和破碎。
从涂层的要求可推知对喷涂设备的要求应是:
*设备能长时间稳定地工作,而且量产能力(生产能力和沉积效率)强。辊子一旦开始喷涂,一般要求在喷涂过程中不能中途停顿,尤其是大型辊子的生产。
*激光雕刻要求涂层的一致性要好,因此涂层中的任何金属夹杂物都会严重地影响雕刻质量。应避免阳极喷嘴的烧损的铜沫和阴极的钨微粒在涂层中的沉积。
100HE系统喷涂Cr2O3的喷枪参数配置为:
*0.45″的喷嘴,
*气体及流量:氩气85L/min,氮气47L/min,氢气47 L/min;
* 喷枪功率:95kW;
* 送粉速率:100g/min。
获得的结果是:熔融粒子速度为245 m/s,粒子温度这2673℃,显微硬度为Hv1125,沉积效率DE为65.5%,涂层气孔率小于1.3%。涂层的微观结构见图3。
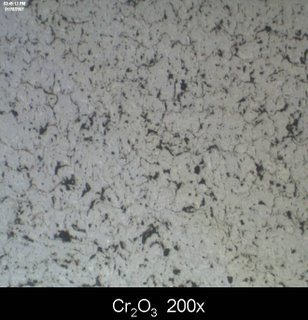
图3:100HE喷涂的Cr2O3涂层的显微结构图片。
完成日期:2008-02-26