






热喷涂技术
电弧喷涂
分类:
作者:
发布时间:
2011-11-23 00:00
工作原理
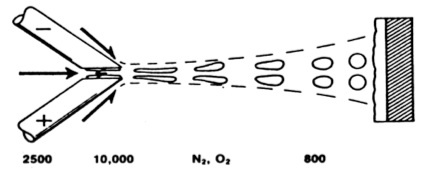
 电弧喷涂是将二根金属丝材作自耗性电极,利用其端部产生的电弧作热源来熔化丝材前端,压缩空气气流用以雾化金属熔滴,并加速雾化粒子用来进行喷涂。金属丝在接触瞬间短路放电,在高速气流和送丝机构的作用下,端部金属发生如下过程:熔化成熔滴→熔滴被吹离母体→熔滴被吹散雾化成微粒→微粒被进一步加速→雾化微粒在基体上沉积为涂层,这一过程不断发生并持续进行形成喷涂。
电弧喷涂是将二根金属丝材作自耗性电极,利用其端部产生的电弧作热源来熔化丝材前端,压缩空气气流用以雾化金属熔滴,并加速雾化粒子用来进行喷涂。金属丝在接触瞬间短路放电,在高速气流和送丝机构的作用下,端部金属发生如下过程:熔化成熔滴→熔滴被吹离母体→熔滴被吹散雾化成微粒→微粒被进一步加速→雾化微粒在基体上沉积为涂层,这一过程不断发生并持续进行形成喷涂。
设备组成
 电弧喷涂设备主要由以下几部分组成:
电弧喷涂设备主要由以下几部分组成:
喷涂电源:为了保证电弧的稳定,要求电源在电弧弧长发生变化时能迅速调整。当弧长变小,电流应迅速上升,加快丝材熔化以恢复弧长;反之,则要求迅速下降减少熔化。电流变化速率要求达到104~105安/秒,因而电源应具有相对平直的外特性。
电弧喷枪:
电弧喷枪是关键装备之一,丝材经导电嘴在喷枪端部交汇,有一定的相对角度的二个导电嘴、压缩空气喷口、绝缘块和空气帽组成了喷枪的雾化头。新型喷枪设有二次雾化气流。一次气流是直接吹向电弧点的,二次气流经过空气帽中特殊设计的气流通道后形成了二次雾化气流。二次雾化可使颗粒雾化更均匀,束流更集中,粒子速度更快,涂层质量也更好。现代电弧喷枪在枪上设多个监控点,可获取枪上电压。电流,乃至喷枪出口处的压缩空气压力等多个技术参数。
送丝机构:
拉丝式喷枪在枪上设有拉丝机构。推丝喷枪则没有,由送丝机推丝入枪。送丝机构由送丝电动机、减速装置及送丝滚轮等组成。工艺要求双丝应同步进给,速度可调。为了把丝送得更远,有的设备具有推-拉式复合送丝功能,送丝机可与枪上的拉丝装置组合起来一起送丝,可将丝材送得更远。
拉丝式喷枪在枪上设有拉丝机构。推丝喷枪则没有,由送丝机推丝入枪。送丝机构由送丝电动机、减速装置及送丝滚轮等组成。工艺要求双丝应同步进给,速度可调。为了把丝送得更远,有的设备具有推-拉式复合送丝功能,送丝机可与枪上的拉丝装置组合起来一起送丝,可将丝材送得更远。
控制系统:
控制系统保证了设备的可靠运行。控制双丝同步进给,并且控制送丝速度与设定值相一致。在推拉式送丝时要控制拉丝速度与推丝速度同步。有些先进的设备还要控制喷枪“枪头”上压缩空气的压力。从而保证设备准确、可靠地运行。
控制系统保证了设备的可靠运行。控制双丝同步进给,并且控制送丝速度与设定值相一致。在推拉式送丝时要控制拉丝速度与推丝速度同步。有些先进的设备还要控制喷枪“枪头”上压缩空气的压力。从而保证设备准确、可靠地运行。
主要特点
电弧喷涂主要的工艺特点为:
- 热能利用率高。火焰喷涂的热量大部分散发到大气中,热能的利用率大约只有5%~15%,电弧喷涂是将电能直接转化为热能去熔化金属,热能的利用率可达60%~70%。
- 成本较低,生产率较高。由于是两根金属丝同时进给,因而喷涂效率较高。若喷涂相同的材料,电弧喷涂是火焰丝材喷涂的3倍多。
- 涂层结合强度高。由于所有的颗粒都是由熔滴雾化喷涂的,因而颗粒熔化充分,涂层的结合强度要比火焰喷涂高出许多,有些可与等离子涂层相比,
- 工艺的适应性好。因为粒子熔化充分,从而在喷涂时对喷涂距离的要求并不严苛,能在150~250毫米之间变化,这就给手工操作带便利。
-
但是,由于丝材是作为电极被熔化,因而材料中元素的烧损严重,锰、硅、碳等元素的烧损要达到20%左右。因此,丝材与涂层相比在材料成分就有较大差异。
先进技术表征
- 先进的电弧喷涂设备应有以下功能的部分或全部:
- 喷枪:喷涂速率高;具备更大的压缩空气流量通过能力;具有二次雾化功能;拉式送丝机构采用伺服电机驱动;导电嘴使用寿命长,喷枪维护方便;丝材易装易卸,定位准确、电弧稳定;可选择有多种喷涂束流形状;设有多项参数检测、反馈功能。目前国际上典型的先进电弧喷枪如普莱克斯的9935。
- 电源:相对平直的特性曲线,可连续控制;输出电流稳定性好;电源的噪音水平低;能在较低的电弧电压下稳定工作;电气参数容易控制,移动方便。
- 控制系统:采用计算机闭环控制,用户友好的触摸屏操作界面,使操作简单且可再现。控制台能监测并自动调节电压和空气压力,使它们能与在控制台上预置的值相一致,并且它还能监测枪上的电压和空气压力。控制系统的一个可选功能是在枪上直接控制电弧电压,从而使得对电源电压实施更精确的控制时,不必考虑动力电缆的长度。控制台供气系统的设计能减少压降,使喷枪供气的流量和控制更佳。可以控制喷枪端部压缩空气的压力。这一能力为操作者提供了一个在喷涂过程中监测喷枪性能的工具。将喷枪端部压力的监测与电源电流(喷涂速率)的自动控制相结合,实施了喷涂工艺的真正闭环控制,这是电弧喷涂的革命性突破,也确保了涂层质量的稳定和再现。目前国际上典型的先进电弧喷涂控制系统如普莱克斯的CoArc。
- 推丝送丝机:采用伺服电机使得送丝速度精确稳定、且可连续调节;具有闭环控制功能;可实施远程控制。
上一页
下一页