






热喷涂技术
什么是热喷涂
分类:
作者:
发布时间:
2011-11-23 00:00
热喷涂:将按某种或数种特定性能要求选择出来的金属、合金或非金属材料以熔化或半熔化的颗粒状态冲击到特定的表面、变形、粘复到物体上,形成密集且附着力强、满足某些特定性能的涂层的表面处理工艺。简而言之,热喷涂就是将一种材料用喷涂的方式附着在另一种材料表面以获得我们需要的特定的表面性能。
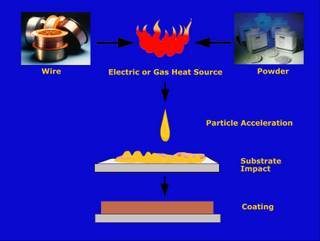
依照所喷涂材料形态的不同我们可将热喷涂分为丝材喷涂或粉末喷涂。依照喷涂材料的加热方式不同也可将热喷涂分为:普通火焰喷涂、电弧喷涂、等离子喷涂、超音速火焰喷涂、爆炸喷涂、冷喷涂等。
可用于热喷涂的材料包括金属、合金、金属与合金的混合物、金属陶瓷、氧化物陶瓷、聚合物及上述材料的混合物等。可用于热喷涂的基体材料包括金属、合金、聚合物、玻璃、陶瓷、混凝土及大多数的固体材料。

|
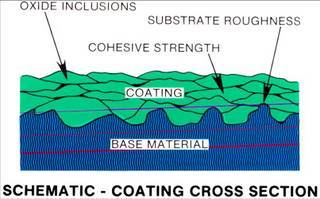
要获得一种特定的涂层必须满足以下条件: |
|||
|
要喷涂的材料是否可加工成适合喷涂的材料形态。 |
|||
|
喷涂材料在喷涂过程中是否会产生一些我们不希望有的但又无法避免的现象和结果。 |
|||
|
在喷涂过程中是否能对喷涂材料进行足够的加热。 |
|||
|
在喷涂过程中是否能对喷涂材料进行足够的加速。 |
|||
|
采用热喷涂技术的好处: |
热喷涂技术的局限性: |
||
|
改变零件的表面性能以满足设备整体性能要求。 |
对应用时的应力很敏感。 |
||
|
恢复零件尺寸。 |
抗冲击性能差。 |
||
|
防磨损和腐蚀。 |
不能承受点载荷。 |
||
|
延长使用寿命。 |
不增强结构强度(非焊接)。 |
||
|
比更换新件费用低。 |
涂层的结合形态是机械结合。 |
||
|
减少停工期。 |
涂层具有孔隙,有渗透性。 |
||
|
所需加工量较少。 |
视线加工,应用受限制。 |
||
|
基体材料成本低。 |
涂层应力。 |
||
|
涂层厚度有限制。 |
|||
|
零件准备: |
工艺局限。 |
||
|
清除疲劳金属或腐蚀的金属。 |
涂层后加工困难。 |
||
|
维修焊接瑕疵。 |
|||
|
零件清洗脱油污。 |
喷涂: |
||
|
遮挡不需涂层的部位(遮蔽处理)。 |
按喷涂参数要求旋转、移动零件。 |
||
|
表面喷砂处理。 |
注意偏离及喷涂速率。 |
||
|
保持零件清洁。 |
使用合格的整定值(气流、电压等)。 |
||
|
零件或涂层不可过热。 |
|||
|
最常用的热喷涂工艺: |
|||
|
丝材火焰喷涂。 |
85%的涂层失败是由不良的表面准备而导致: |
||
|
粉末火焰喷涂。 |
使用Al2O3。 |
||
| 电弧喷涂。 |
电弧及火焰喷涂和低结合强度的材料:用36-40目的Al2O3。 |
||
|
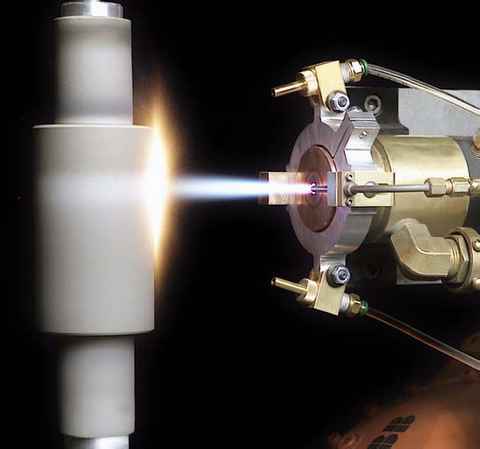
等离子喷涂。 |
多数HVOF和等离子:用60 Al2O3 磨料。 |
||
|
高速氧燃料(HVOF)。 |
|||
|
涂层后加工: |
|||
|
热喷涂工艺的成本构成: |
不要想当然地使用任何您熟知的金属的加工方法。 |
||
|
材料。 |
注意点载荷的问题。 |
||
|
人工费及日常费用。 |
减少切除率。 |
||
|
电耗。 |
粗加工至接近公差范围,然后打磨/抛光。 |
||
|
气体消耗。 |
不要期盼从机加工可得出精美的光洁度。 |
||
|
其他燃料(如航空煤油)。 |
|||
|
设备备件及易耗品。 |
如何合理选择工艺: |
||
|
过喷损耗。 |
经费支出。 |
||
|
营运成本。 |
|||
|
如何评估您需要什么样的涂层: |
系统能力。 |
||
|
结合强度。 |
材料能力。 |
||
|
密度/孔隙率。 |
涂层质量。 |
||
|
渗透性。 |
涂层厚度。 |
||
|
要求厚度。 |
操作技术水平。 |
||
| 表面抛磨要求。 |
可重复性。 |
||
|
何种磨损。 |
噪音水平。 |
||
|
何种腐蚀。 |
除尘。 |
||
|
工作温度。 |
|||
|
成功的原因是什么? 如何才能更经济? |
如何成功地获得涂层: |
||
|
了解适用环境。 |
|||
|
是否选择热喷涂工艺: |
选择正确的材料。 |
||
|
应用要求是否符合热喷涂的限定条件。 |
选择适当的应用工艺。 |
||
|
受喷表面是否便于“视线”作业? |
正确准备零件。 |
||
|
成本结构是否实现经济性? |
采用正确的喷涂参数。 |
||
|
我的工厂/人员是否可以应付这个零件或作业? |
小心搬动零件,防止表面污染。 |
||
|
是否有足够的工作量支持有关的投资? |
正确进行喷后处理。 |
||
上一页
下一页